ベンカン機工の〝溶接式管継手〟は、[ 突合せ溶接 ]が主です。
[ 突合せ溶接 ]で、重要になるのが〝開先(かいさき)〟の設計・加工です。
〝開先〝とは、グルーブ(groove)とも呼ばれ、鋼管と管継手の端部を突き合わせた時にできる〝溝〝を指します。
管継手の端部のみを指す場合には、日本産業規格(以下、JISと称す)で名称が決められており、「ベベルエンド」と呼びます。(下図参照)
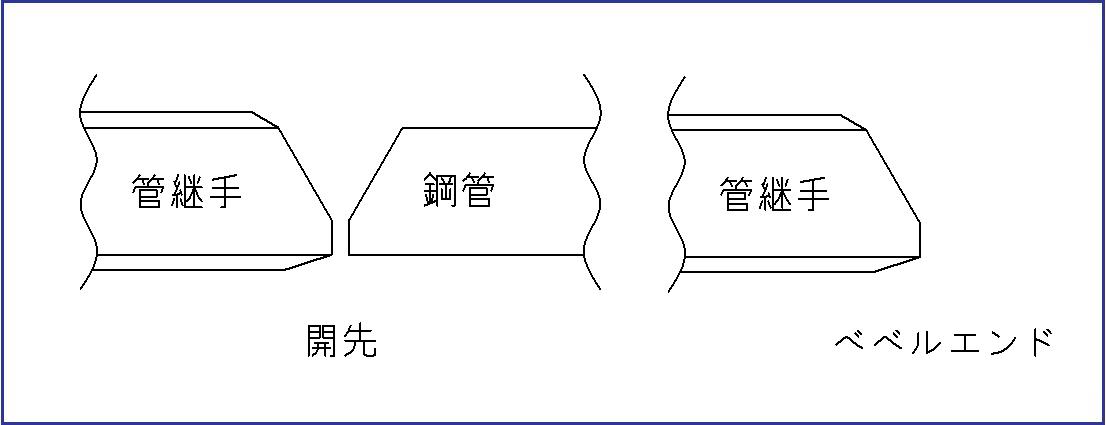
 ベベルエンド
ベベルエンド
開先は、つなぎ合わせる部分のため、母材部と同等以上の品質や強度を有する必要があり、また同時に溶接不良が生じにくい形状の設計と加工精度が求められます。
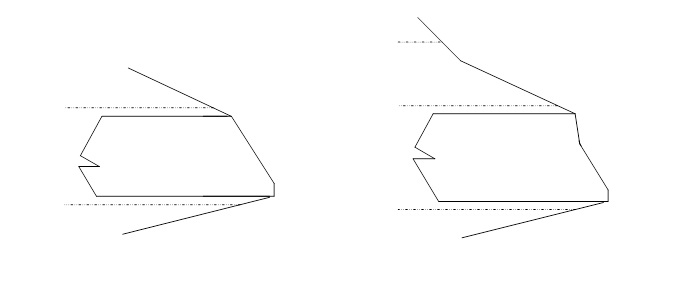
以下の(図1)は、最も一般的な、V形開先の詳細例です。
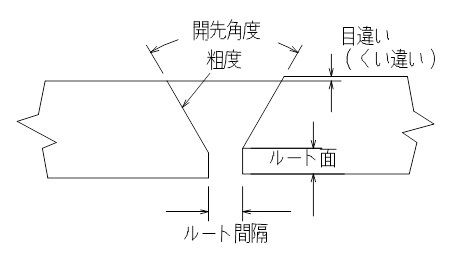
(図1)
例えば、開先角度を大きくすると溶接量が多くなり、溶接工数の増加や母材にかかる入熱により溶接個所近傍の機械的性質変異や形状歪等に影響します。逆に開先角度を狭くした場合は、作業性の低下や溶込み性の悪化、表面からは確認できない欠陥であるスラグ巻き込み等により、溶接不良を起こす可能性が高くなってしまいます。
それだけに、開先の形状加工は重要であり、用途(流体の性質や圧力)、材質、厚み、口径、溶接環境などを考慮し最適な形状や寸法となるように設計されています。
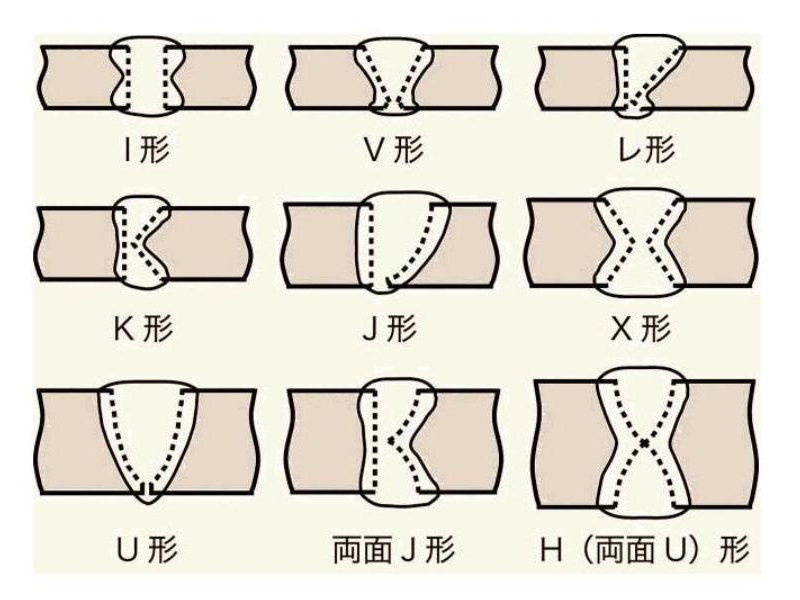
基本的な開先形状はJIS等で定まっており、突き合わせ面の形状によりアルファベットやカタカナ文字などに例えて表現されるのが一般的です。I形、V形、レ形、K形、J形、X形、U形、両面J形、H(両面U)形などと様々ですが、それぞれに特徴があります。 (図2)参照
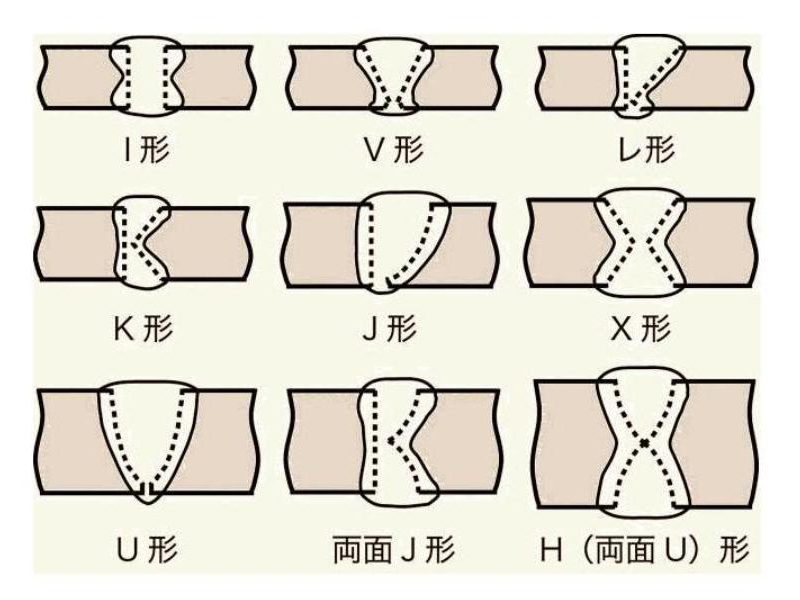 (図2)
(図2)様々な条件下で、最適な開先形状設計に対して、開先加工の開先角度、粗度、ルート面などの精度管理と溶接技術管理は、後の配管品質に大きく影響することになります。疲労強度や脆性破壊※ 強度が問題になる箇所には、特に注意が必要となるわけです。
その他、特徴的なのが、SU管継手などに採用されている角度のないプレーンエンド形状であるI開先です。
通常、配管溶接では、溶加材(フィラーメタル)を使用しますが、厚さ4mm未満の場合は、JISでI開先が認められており、この場合、ノンフィラー(溶加材なし)で、電極による母材の溶かし込みのみで溶接します。

ベンカン機工では、突合せ溶接式管継手のメーカーとして、開先の重要性を誰よりも理解しております。
その上で、加工、品質管理まで、徹底および一貫した対応と管理体制を布いております。
技術部
最新情報をお届けします


JIS・ISO認証について")

")
")
")