
〝解説シリーズ〝と題しまして、溶接式管継手に関するあらゆる情報をお届けしております。
第5回目は、ベンカン機工が販売している溶接式管継手に関する「防錆塗装」についてです。
〝解説シリーズ〝と題しまして、溶接式管継手に関するあらゆる情報をお届けしております。
第5回目は、ベンカン機工が販売している溶接式管継手に関する「防錆塗装」についてです。
管継手の製造方法には、用途に合わせてさまざまな方法があります。
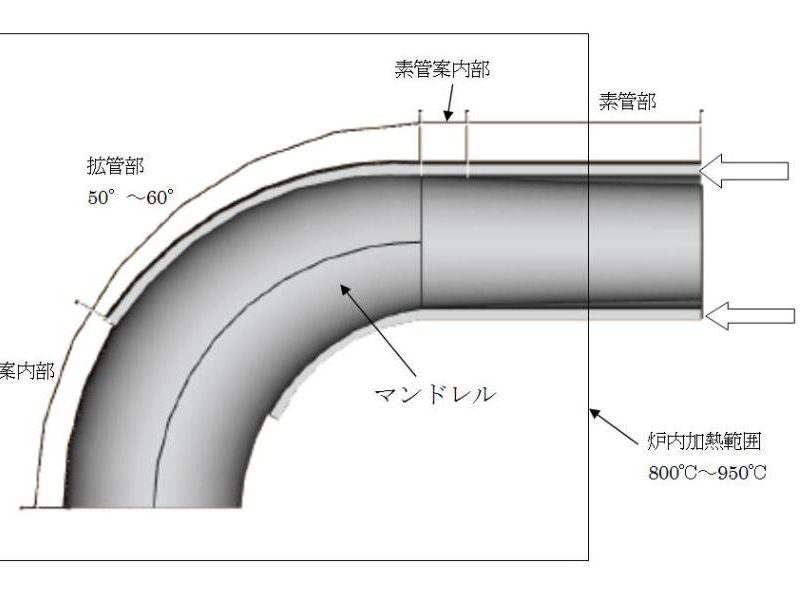
今回は、エルボの成形で用いる「ハンブルグ曲げ(熱間拡管マンドレル製法)」について、検証データを交えて解説したいと思います。

ベンカン機工の主要製品である溶接式管継手の加工技術において、特に強みであるのが「塑性(そせい)加工」です。
塑性加工とは、材料に大きな力を加えて変形させることによって目的とする形状に成形加工することです。
そして、その塑性加工の技術発展のために活動しているのが、私が会員として所属する「日本塑性加工学会」です。
ベンカン機工の〝溶接式管継手〟は、[ 突合せ溶接 ]が主です。
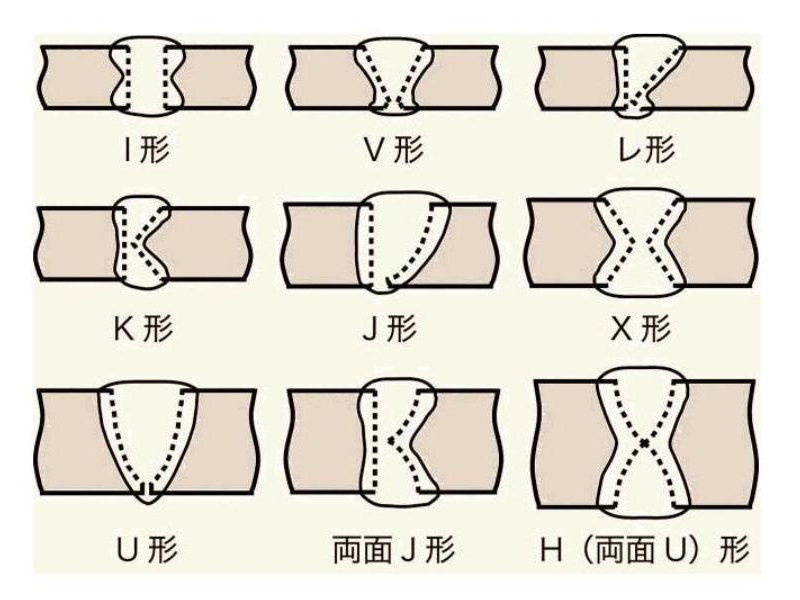
[ 突合せ溶接 ]で、重要になるのが〝開先(かいさき)〟の設計・加工です。
〝開先〝とは、グルーブ(groove)とも呼ばれ、鋼管と管継手の端部を突き合わせた時にできる〝溝〝を指します。
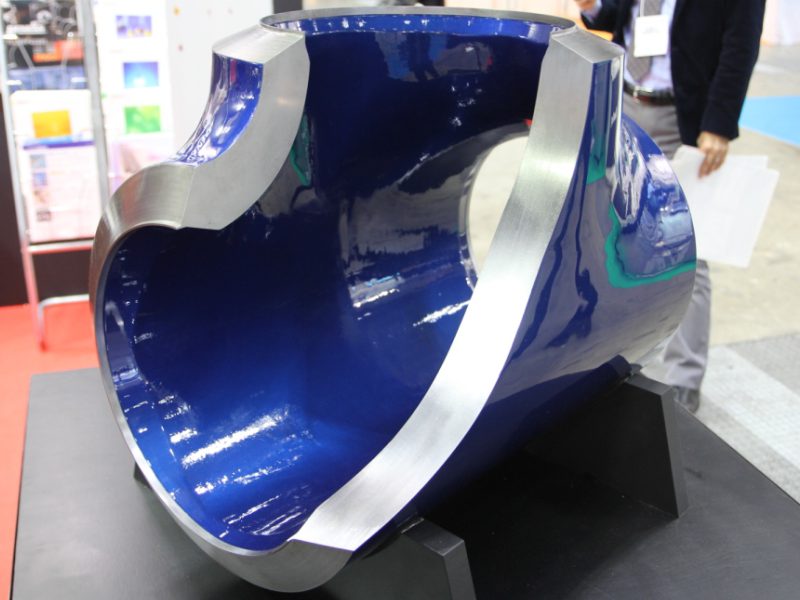
本材質は、20年ほど前からドイツを中心にEC諸国で使用されている材料で、近年アジア諸国の発電向けプラント事業に対しても使用されてきており、弊社への問い合わせも増えてきています。
また、東京ビックサイトで行われたプラントショーに本件を紹介したところ、内外から様々な反響が有り、『配管技術Vol.58(2016年6月号)』にも掲載いただいております。
そこで、ここでは簡単な本製品に対するご紹介をいたします。 続きを読む



JIS・ISO認証について")

")
")
")
最近のコメント